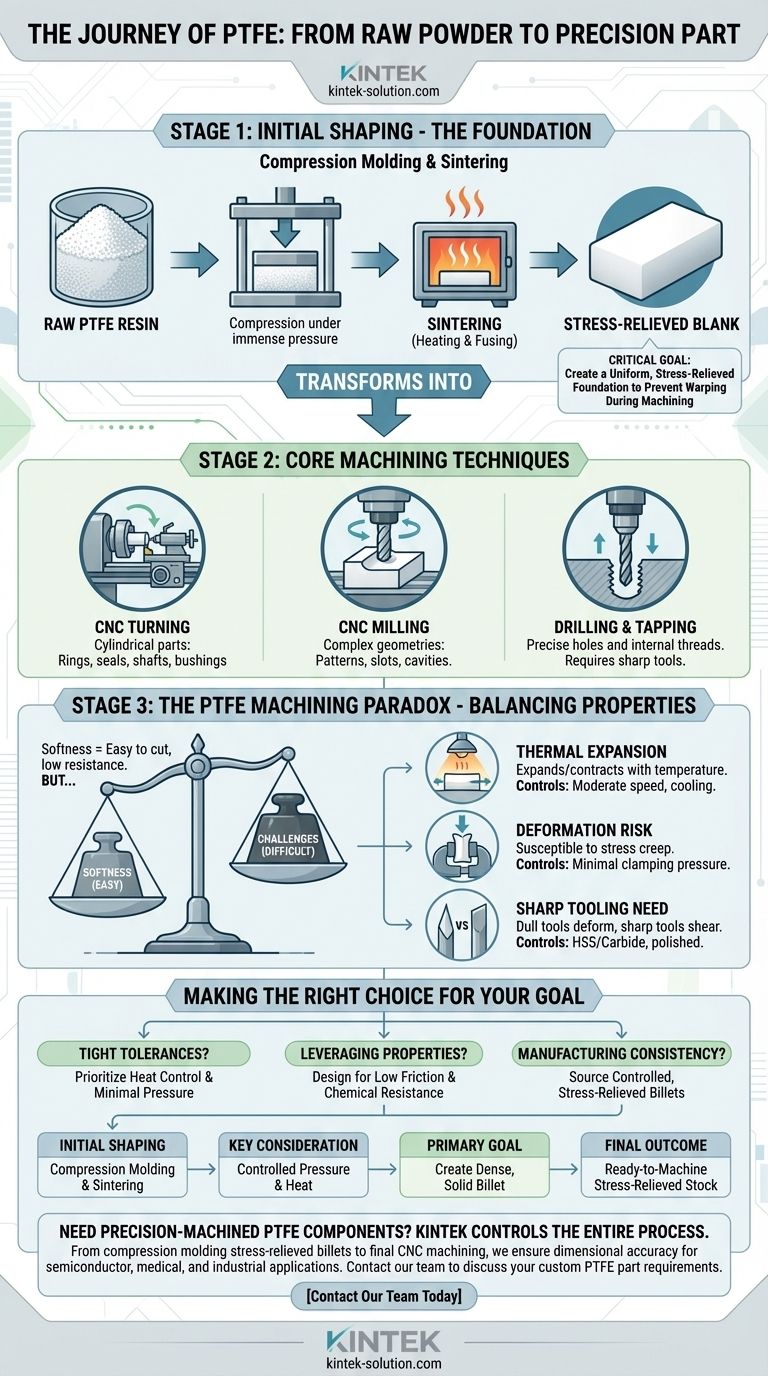
Прежде чем ПТФЭ можно будет обработать в готовую деталь, его необходимо сначала уплотнить из порошковой смолы в твердую, пригодную для обработки форму. Этот начальный процесс формования известен как компрессионное формование, при котором исходная смола ПТФЭ помещается в форму и подвергается огромному давлению и нагреву, формируя плотный блок, лист или заготовку, пригодную для последующих операций механической обработки.
Основная проблема с ПТФЭ заключается не в самом резании, а в управлении уникальными характеристиками материала. Хотя его мягкость облегчает обработку, его высокое термическое расширение и склонность к деформации под давлением требуют специального подхода: от начального формования до финального реза, чтобы обеспечить точность размеров.

Основа: от исходной смолы до твердого материала
Путь от гранулированного порошка до прецизионной детали начинается с создания стабильной, высококачественной заготовки. Начальный процесс формования — это не просто придание формы; это создание предсказуемой основы материала.
Почему компрессионное формование является стандартом
Смола ПТФЭ не плавится и не течет, как обычные термопласты. Вместо этого ее необходимо уплотнить под давлением, а затем нагреть в процессе, называемом спеканием, чтобы частицы спеклись вместе в твердую однородную массу.
Этот процесс превращает рыхлый порошок в плотную твердую заготовку или «преформу». Это основной материал, который токарь поместит в станок с ЧПУ.
Цель: заготовка для механической обработки со снятым напряжением
Важным результатом правильного компрессионного формования и спекания является заготовка со снятым напряжением. Неправильно обработанная заготовка может содержать внутренние напряжения, которые заставят материал коробиться или непредсказуемо изменять форму после начала обработки, что поставит под угрозу точность конечной детали.
Основные методы механической обработки ПТФЭ
После получения качественного исходного материала его можно формировать с использованием стандартного оборудования при условии применения правильных методов. Свойства ПТФЭ делают его совместимым с несколькими распространенными методами обработки.
Токарная обработка на станках с ЧПУ
Для изготовления цилиндрических деталей, таких как кольца, уплотнения, валы и втулки, основным методом является токарная обработка на станках с ЧПУ. Заготовка вращается, в то время как режущий инструмент перемещается вдоль ее оси для придания формы.
Фрезерная обработка на станках с ЧПУ
Когда конструкция требует более сложных геометрических форм, таких как замысловатые узоры, пазы или полости, используется фрезерная обработка на станках с ЧПУ. Этот процесс включает вращающийся режущий инструмент, который удаляет материал с неподвижной заготовки.
Сверление и нарезание резьбы
Создание точных отверстий и внутренней резьбы является распространенным требованием. Это достигается с помощью стандартных операций сверления и нарезания резьбы, хотя острота инструмента имеет первостепенное значение, чтобы избежать деформации материала.
Понимание компромиссов: парадокс обработки ПТФЭ
ПТФЭ парадоксально легко и сложно обрабатывать. Его мягкость означает, что инструменты проходят сквозь него с небольшим сопротивлением, но его другие свойства создают значительные проблемы, которыми необходимо активно управлять.
Проблема термического расширения
ПТФЭ имеет очень высокий коэффициент термического расширения. Это означает, что он значительно расширяется и сжимается при изменении температуры. Тепло, выделяемое при резке, может легко привести к выходу детали за пределы допуска, если его не контролировать с помощью умеренных скоростей резания и надлежащего охлаждения.
Риск деформации
Из-за своей мягкости и склонности к ползучести напряжений ПТФЭ легко сжимается или деформируется. Приложение слишком большого усилия зажима в тисках или патроне сожмет материал, что приведет к неточной детали после снятия давления.
Критическая необходимость в остром инструменте
Использование чрезвычайно острых и полированных режущих инструментов, предпочтительно из быстрорежущей стали (HSS) или твердого сплава, является обязательным условием. Тупой инструмент не будет чисто срезать материал; вместо этого он будет толкать и деформировать его, выделяя избыточное тепло и приводя к плохому качеству поверхности.
Сделайте правильный выбор для своей цели
Успешная обработка ПТФЭ требует проектирования с учетом его свойств, а не вопреки им. Признание его сильных и слабых сторон с самого начала является ключом к успешному результату.
- Если ваш основной фокус — достижение жестких допусков: вы должны уделять первостепенное внимание контролю температуры с помощью умеренных скоростей резания и острых инструментов, используя при этом минимальное, тщательно приложенное усилие зажима, чтобы предотвратить любую деформацию.
- Если ваш основной фокус — использование свойств ПТФЭ: спроектируйте применение так, чтобы оно использовало его низкое трение и химическую стойкость, позволяя его естественной упругости соответствовать рабочим размерам, а не требовать жесткой размерной стабильности.
- Если ваш основной фокус — согласованность производства: убедитесь, что ваши исходные заготовки получены от авторитетного поставщика, который использует контролируемый процесс компрессионного формования и спекания для предоставления материала со снятым напряжением.
Понимание этого полного цикла, от формования до обработки, является ключом к превращению уникальных свойств ПТФЭ в надежные, высокопроизводительные компоненты.
Сводная таблица:
| Этап процесса | Ключевое действие | Основная цель |
|---|---|---|
| Начальное формование | Компрессионное формование и спекание | Создание плотной твердой заготовки из порошка ПТФЭ |
| Ключевое соображение | Контролируемое давление и нагрев | Получение однородной заготовки со снятым напряжением |
| Конечный результат | Материал, готовый к обработке | Обеспечение предсказуемой основы для операций с ЧПУ |
Нужны прецизионные детали из ПТФЭ, на которые можно положиться?
В KINTEK мы контролируем весь процесс — от компрессионного формования наших собственных заготовок со снятым напряжением до окончательной обработки на станках с ЧПУ — для обеспечения точности размеров и производительности деталей. Наш опыт в производстве уплотнений, футеровок и лабораторной посуды из ПТФЭ для полупроводниковой, медицинской и промышленной отраслей означает, что ваш проект выигрывает от знаний о материалах и согласованности производства.
Свяжитесь с нашей командой сегодня, чтобы обсудить ваши требования к изготовлению деталей из ПТФЭ на заказ, от прототипов до крупносерийного производства.
Визуальное руководство
Связанные товары
- Малая реакционная колба из коррозионностойкого ПТФЭ, цельноформованная, тефлоновый резервуар для хранения образцов
- Изготовление на заказ втулок и полых стержней из ПТФЭ для передовых применений
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Кастомная капельная воронка постоянного давления из политетрафторэтилена (PTFE), устойчивая к коррозии, для управления потоками жидкостей, совместимая с переходными пробками
- Настраиваемые стержни из ПТФЭ для передовых промышленных применений
Люди также спрашивают
- Что делает бутылку из ПТФЭ долговечной? Непревзойденная химическая и термическая стабильность для самых требовательных применений
- Каковы основные области применения бутылок из ПТФЭ? Обеспечение химической безопасности и чистоты образцов
- Каковы преимущества антипригарной поверхности бутылки из ПТФЭ? Обеспечьте чистоту и эффективность в вашей лаборатории
- Каковы ключевые особенности бутылей для реактивов из ПТФЭ? Превосходная химическая стойкость и долговечность
- Подходит ли бутылка из ПТФЭ для применений с ультрачистыми веществами? Обеспечьте абсолютную целостность образца



















