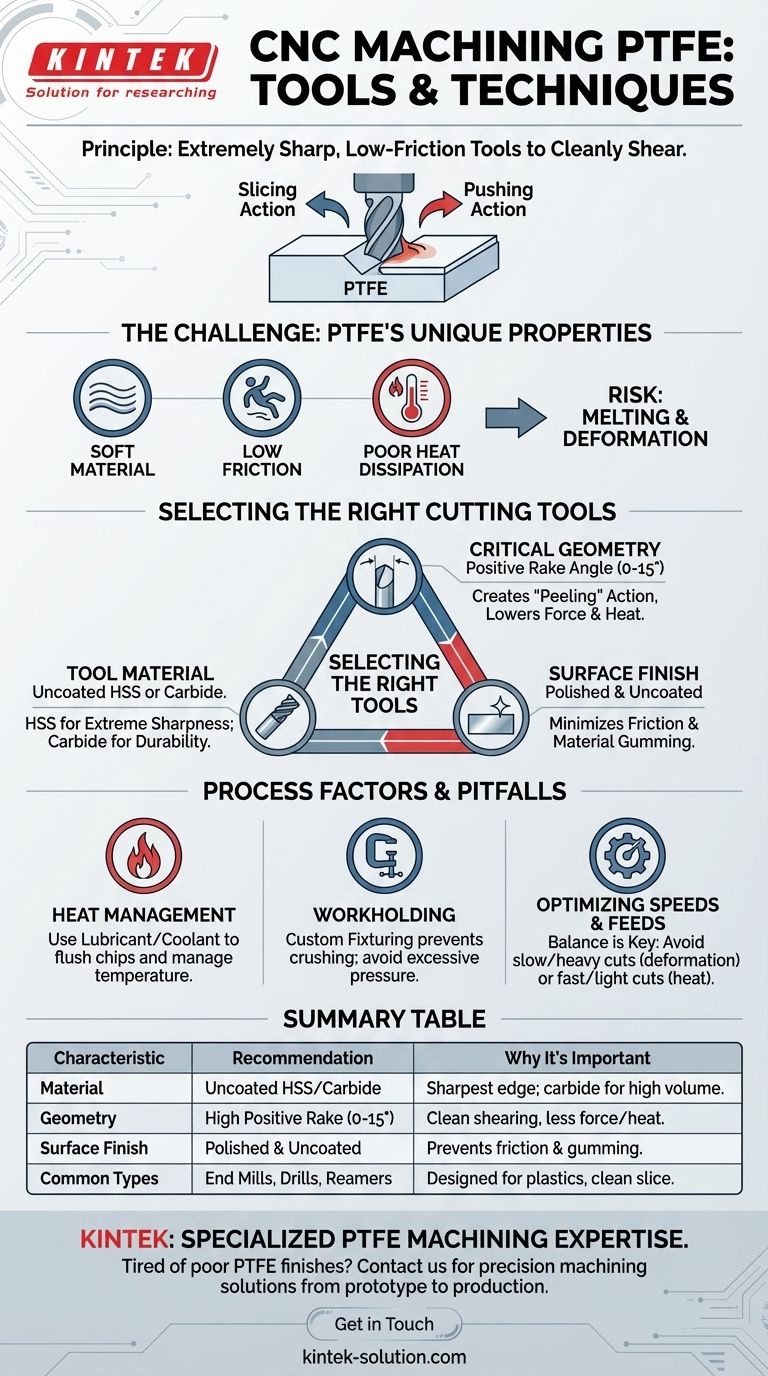
Для успешной обработки ПТФЭ вам потребуются режущие инструменты с чрезвычайно острыми кромками, особой геометрией и низкофрикционными поверхностями. Наиболее распространенными и эффективными инструментами являются концевые фрезы, сверла и развертки из нержавеющей быстрорежущей стали (HSS) или твердосплавные инструменты, которые имеют большой положительный передний угол для чистого срезания мягкого материала, а не его проталкивания.
Основной принцип обработки ПТФЭ заключается не в использовании самого твердого инструмента, а в использовании самого острого и гладкого. Успех зависит от использования инструментов, предназначенных для разрезания материала с минимальным трением и выделением тепла, что предотвращает плавление и деформацию, которые являются проблемой при обычных попытках обработки.

Проблема: Понимание уникальных свойств ПТФЭ
Политетрафторэтилен (ПТФЭ) отличается от металлов и даже большинства других пластмасс. Именно его уникальные характеристики делают специализированный инструмент необходимостью.
Почему ПТФЭ ведет себя иначе
ПТФЭ исключительно мягкий и имеет очень низкий коэффициент трения. Он также обладает плохой теплопроводностью, что означает, что он плохо рассеивает тепло.
Эта комбинация означает, что трение от режущего инструмента быстро накапливает тепло в локализованной области, что может привести к плавлению материала, налипанию на инструмент и получению плохого качества поверхности.
Риск проталкивания против резки
Из-за своей мягкости использование инструмента, который не является идеально острым или имеет неправильную геометрию, приведет к деформации материала и его отталкиванию от режущей кромки вместо чистого срезания.
Это приводит к неточности размеров, заусенцам и деформированной конечной детали. Цель всегда состоит в чистом, режущем действии.
Выбор правильных режущих инструментов
Выбор правильного инструмента зависит от трех факторов: материала инструмента, его геометрии и качества поверхности.
Материал инструмента: HSS или твердосплавный
Как быстрорежущая сталь (HSS), так и твердосплавные инструменты эффективны для ПТФЭ. HSS часто может быть заточен до более тонкой, острой кромки, что является значительным преимуществом.
Твердосплавные или со стеллитовыми наконечниками инструменты обладают превосходной износостойкостью и дольше сохраняют остроту при длительных производственных циклах, но первоначальная острота имеет первостепенное значение.
Критическая геометрия: Положительный передний угол
Наиболее важной геометрической особенностью является положительный передний угол, обычно от 0 до 15 градусов.
Положительный угол создает более острое «отслаивающее» действие, которое поднимает стружку от заготовки. Это значительно снижает силы резания, минимизирует накопление тепла и обеспечивает более чистый рез.
Качество поверхности: Полированная и без покрытия
Режущие кромки инструмента должны быть сильно отполированы. Это уменьшает трение о мягкий ПТФЭ, дополнительно предотвращая выделение тепла и налипание материала на инструмент.
Важно отметить, что предпочтительны инструменты без покрытия. Покрытия, такие как нитрид титана (TiN), хотя и превосходны для металлов, могут увеличивать трение при резке мягких полимеров, таких как ПТФЭ. Непокрытая, полированная поверхность более гладкая и генерирует меньше тепла.
Понимание компромиссов и подводных камней
Режущий инструмент — это лишь одна часть уравнения. Неспособность контролировать окружающий процесс может подорвать даже лучший выбор инструмента.
Управление теплом не подлежит обсуждению
Даже с правильным инструментом высокие скорости и подачи могут генерировать разрушительное тепло. Использование смазочно-охлаждающей жидкости часто необходимо для управления температурой и удаления стружки.
Зажим заготовки может повредить деталь
Мягкость ПТФЭ делает его очень восприимчивым к раздавливанию или деформации стандартными машинными тисками или зажимами. Часто требуется специальная оснастка, которая широко поддерживает заготовку без чрезмерного давления, чтобы поддерживать стабильность размеров.
Оптимизация скоростей и подач
Вы должны оптимизировать скорость шпинделя, скорость подачи и глубину резания. Медленный, глубокий рез может вызвать деформацию, в то время как быстрый, легкий рез может генерировать чрезмерное тепло. Поиск правильного баланса путем тестирования имеет решающее значение для достижения качественной поверхности и точных размеров.
Правильный выбор для вашей цели
Выбирайте инструмент и подход в зависимости от конкретного результата, который вам необходимо достичь.
- Если ваша основная цель — высокая точность и тонкая поверхность: Отдавайте предпочтение чрезвычайно острым, полированным инструментам из HSS или твердосплавным инструментам с большим положительным передним углом и используйте СОЖ.
- Если ваша основная цель — общая формовка или черновая обработка: Подойдут стандартные острые твердосплавные инструменты, но следите за любыми признаками накопления тепла или налипания материала.
- Если ваша основная цель — создание резьбы или отверстий: Используйте сверла и метчики, специально разработанные для пластмасс, которые имеют более широкие канавки и острые режущие кромки для предотвращения разрывов.
Выбирая инструменты, которые чисто режут и минимизируют трение, вы можете превратить такой сложный материал, как ПТФЭ, в предсказуемый и надежный компонент.
Сводная таблица:
| Характеристика инструмента | Рекомендация для ПТФЭ | Почему это важно |
|---|---|---|
| Материал | Быстрорежущая сталь без покрытия (HSS) или твердосплавный | Обеспечивает самую острую кромку; твердосплавный инструмент обеспечивает более длительный срок службы при больших объемах производства. |
| Геометрия | Большой положительный передний угол (0-15°) | Обеспечивает чистое срезание, уменьшая силу резания и тепловыделение. |
| Качество поверхности | Полированная и без покрытия | Минимизирует трение для предотвращения накопления тепла и налипания материала. |
| Распространенные типы инструментов | Концевые фрезы, сверла, развертки | Предназначены для пластмасс с острыми кромками для чистого срезания. |
Устали от деталей из ПТФЭ, которые плавятся, деформируются или имеют плохое качество поверхности?
Обработка ПТФЭ требует специализированных знаний и инструментов для преодоления его уникальных проблем. В KINTEK мы специализируемся на прецизионной обработке высокопроизводительных компонентов из ПТФЭ для полупроводниковой, медицинской, лабораторной и промышленной отраслей.
Мы понимаем, что успех зависит от использования самых острых инструментов, оптимальной геометрии и точного контроля процесса для предотвращения накопления тепла и обеспечения точности размеров. Позвольте нашему опыту направить ваш проект от прототипа до крупносерийного производства.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваши потребности в обработке ПТФЭ и получить коммерческое предложение на чистые, точные и надежные компоненты.
Визуальное руководство
Связанные товары
- Резак для фильтрующих мембран из ПТФЭ высокой чистоты с керамическим лезвием для анализа PM2.5 и настраиваемый разделитель лабораторной фильтровальной бумаги
- Индивидуальная лопата-скребок и совок для отбора проб из ПТФЭ двойного назначения, коррозионностойкий инструмент из фторполимера с низким фоном белого цвета
- Резак для квадратных мембран и устройство для аликвотирования фильтров из высокочистого ПТФЭ для следового анализа и применений в чистых помещениях лабораторий
- Резак для круглых фильтровальных мембран из высокочистого ПТФЭ с керамическим лезвием для следового анализа и подготовки проб в лабораториях CDC
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
Люди также спрашивают
- Какие размеры и варианты пор доступны для фильтров из ПТФЭ? Выберите правильный фильтр для вашего применения
- Каким образом гидрофобность фильтров из ПТФЭ (PTFE) приносит пользу при их использовании? Обеспечение бесперебойного потока газа и фильтрации растворителей
- Какие шаги включает в себя выбор подходящего PTFE-фильтра? 4-шаговое руководство по оптимальной фильтрации
- В чем преимущества производительности фильтрующих мембран из ПТФЭ по сравнению с глубинными фильтрами? Повышение чистоты и эффективности работы лаборатории
- С какими химическими веществами полностью совместимы фильтры из ПТФЭ? Откройте для себя непревзойденную химическую стойкость



















