Выбор инструмента имеет первостепенное значение для чистоты поверхности ПТФЭ, поскольку уникальная мягкость и низкое трение материала приводят к его разрыву и деформации, а не к чистому сколу, как у металла. Успех требует ультраострых режущих кромок со специальной геометрией, предназначенной для чистого разрезания материала, минимизируя трение и накопление тепла, которые в противном случае испортили бы качество поверхности.
Основной принцип обработки политетрафторэтилена (ПТФЭ) заключается в использовании инструментов, которые чисто срезают волокна полимера, а не проталкивают или разрывают их. Это достигается за счет исключительно острых режущих кромок, малых передних углов и полированной поверхности инструмента для минимизации трения и деформации.

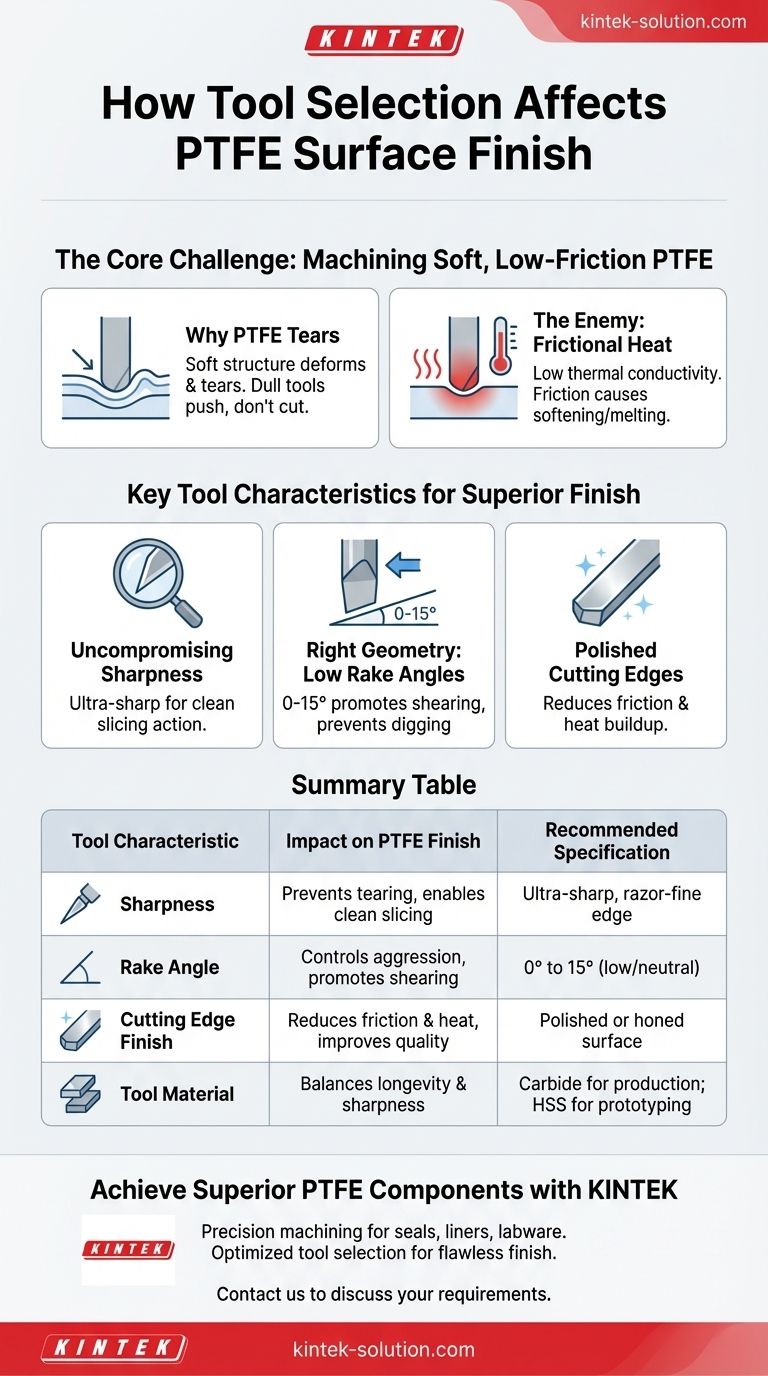
Основная проблема: обработка мягкого полимера с низким коэффициентом трения
Желательные свойства ПТФЭ, такие как его антипригарная поверхность, также делают его печально известным своей сложностью в обработке до высокого качества отделки. Понимание того, почему он ведет себя таким образом, — это первый шаг к выбору правильного инструмента для работы.
Почему ПТФЭ склонен к разрывам
В отличие от жестких материалов, которые образуют четкую стружку при резке, мягкая структура ПТФЭ имеет тенденцию деформироваться и растягиваться под давлением. Тупой или неправильно сформированный инструмент будет проталкивать материал перед режущей кромкой, заставляя его непредсказуемо отрываться и оставлять ворсистую или неровную поверхность.
Настоящий враг: тепло от трения
ПТФЭ обладает низкой теплопроводностью, что означает, что он плохо отводит тепло. Трение от режущего инструмента генерирует локализованное тепло, которое может легко вызвать размягчение, деформацию или даже плавление материала, разрушая точность размеров и целостность поверхности детали.
Ключевые характеристики инструмента для превосходной отделки ПТФЭ
Чтобы противодействовать естественным тенденциям материала, ваше оснащение должно быть оптимизировано по трем конкретным характеристикам.
Бескомпромиссная острота
Это самый важный фактор. Инструмент должен быть ультраострым, чтобы инициировать чистое разрезание с минимальным усилием. Микроскопическое тупое место немедленно начнет вспахивать материал, а не резать его.
Как быстрорежущая сталь (HSS), так и инструменты с твердосплавными напайками эффективны, при условии, что они заточены до бритвенно-тонкой кромки.
Правильная геометрия: малые передние углы
Рекомендуемый передний угол составляет от 0° до 15°. Низкий или нейтральный передний угол не позволяет инструменту «вгрызаться» в мягкий материал, что может привести к его захвату и разрыву. Эта геометрия способствует сдвиговому действию, которое чисто срезает материал в точке резания.
Полированные режущие кромки
Полированная или хонингованная режущая кромка дополнительно снижает трение между инструментом и заготовкой. Эта тонкая, но важная особенность минимизирует налипание материала на инструмент и снижает тепловыделение, напрямую способствуя более гладкой отделке.
Понимание компромиссов и распространенных ошибок
Даже при правильной геометрии инструмента другие факторы могут ухудшить ваши результаты. Осознание этих компромиссов имеет решающее значение для стабильного успеха.
Материал инструмента: твердый сплав против быстрорежущей стали
Твердосплавные инструменты обеспечивают превосходную износостойкость и гораздо дольше сохраняют острую кромку в производственной среде. Однако HSS часто можно отполировать до еще более острой «бритвенной» кромки, что делает ее отличным выбором для единичных деталей или прототипов, где приоритетом является абсолютная чистота отделки.
Забывание о процессах после механической обработки
Для максимально возможного качества поверхности может потребоваться вторичный процесс отделки. Механическая полировка мягкой войлочной насадкой и ультратонким абразивом, таким как алмазная паста, может улучшить обработанную поверхность, но вы должны избегать избыточного нагрева в процессе.
Пренебрежение скоростями и подачами
Лучший инструмент в мире потерпит неудачу, если его использовать неправильно. Высокие скорости вращения и агрессивные подачи могут генерировать избыточное тепло и давление, сводя на нет преимущества острого, хорошо спроектированного инструмента. Всегда начинайте с консервативных параметров и корректируйте их в зависимости от полученной отделки.
Принятие правильного решения для вашей цели
Ваша конкретная цель определит оптимальный подход к выбору инструмента и обработке.
- Если ваш основной фокус — наилучшая возможная чистота поверхности после обработки: Используйте новый или свежезаточенный твердосплавный инструмент с полированной кромкой с малым передним углом (0-15°), чтобы обеспечить постоянный чистый рез.
- Если ваш основной фокус — прототипирование или малосерийное производство: Ультраострый инструмент из быстрорежущей стали (HSS) является отличным и экономичным выбором, но будьте готовы проверять износ и часто перетачивать его.
- Если ваш основной фокус — достижение зеркальной или оптической чистоты поверхности: Сочетайте точную механическую обработку с вторичным этапом полировки при низком давлении с использованием мягких насадок и тонкой алмазной пасты.
В конечном счете, отношение к ПТФЭ как к деликатному материалу, который нужно резать, а не проталкивать, является ключом к достижению безупречной чистоты поверхности.
Сводная таблица:
| Характеристика инструмента | Влияние на чистоту поверхности ПТФЭ | Рекомендуемая спецификация |
|---|---|---|
| Острота | Предотвращает разрывы и деформацию; обеспечивает чистое разрезание. | Ультраострая, бритвенно-тонкая кромка. |
| Передний угол | Контролирует агрессивность резания; способствует сдвигу, а не врезанию. | От 0° до 15° (низкий/нейтральный). |
| Отделка режущей кромки | Снижает трение и накопление тепла, улучшая качество поверхности. | Полированная или хонингованная поверхность. |
| Материал инструмента | Балансирует долговечность кромки и максимальную остроту. | Твердый сплав для производства; HSS для прототипирования. |
Достигайте превосходных компонентов из ПТФЭ с помощью опыта прецизионной обработки KINTEK.
Уникальные свойства ПТФЭ требуют специализированного оснащения и скрупулезного подхода для предотвращения разрывов и тепловых повреждений. KINTEK производит высококачественные уплотнения, футеровки и лабораторное оборудование из ПТФЭ для полупроводниковой, медицинской и промышленной отраслей. Мы уделяем первостепенное внимание точности производства, используя оптимизированный выбор инструмента и параметры для обеспечения безупречной чистоты поверхности каждой детали, от индивидуальных прототипов до крупносерийных заказов.
Позвольте нам применить этот опыт к вашему проекту. Свяжитесь с нашей командой сегодня, чтобы обсудить ваши конкретные требования и получить коммерческое предложение.
Визуальное руководство
Связанные товары
- Индивидуальная лопата-скребок и совок для отбора проб из ПТФЭ двойного назначения, коррозионностойкий инструмент из фторполимера с низким фоном белого цвета
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
- Лопата из ПТФЭ для фармацевтических и химических материалов, устойчивая к сильной коррозии, с ручкой 1 м
- Кастомная двухсторонняя лабораторная шпатель из ПТФЭ, химически стойкая, антипригарная, фармацевтического класса, инструмент для отбора проб из фторполимера
- Пробоотборная чашка из PTFE с коррозионной стойкостью, пробоотборная ложка из фторопласта изготовленная на заказ, лабораторные инструменты для отбора проб
Люди также спрашивают
- Каковы ключевые свойства, которые делают лопатки из ПТФЭ идеальными для лабораторного использования? Обеспечьте целостность образцов с помощью химически инертных инструментов
- Каковы преимущества совков из ПТФЭ с точки зрения химической стойкости? Непревзойденная инертность при работе с агрессивными веществами
- Как долговечность лопат из ПТФЭ сравнивается с пластиковыми лопатами? Откройте для себя превосходный выбор для суровых условий
- Как антипригарная поверхность лопаток из ПТФЭ способствует лабораторной работе? Повышение точности и эффективности
- Почему лопатки из ПТФЭ считаются биосовместимыми? Обеспечьте чистоту и безопасность образцов



















