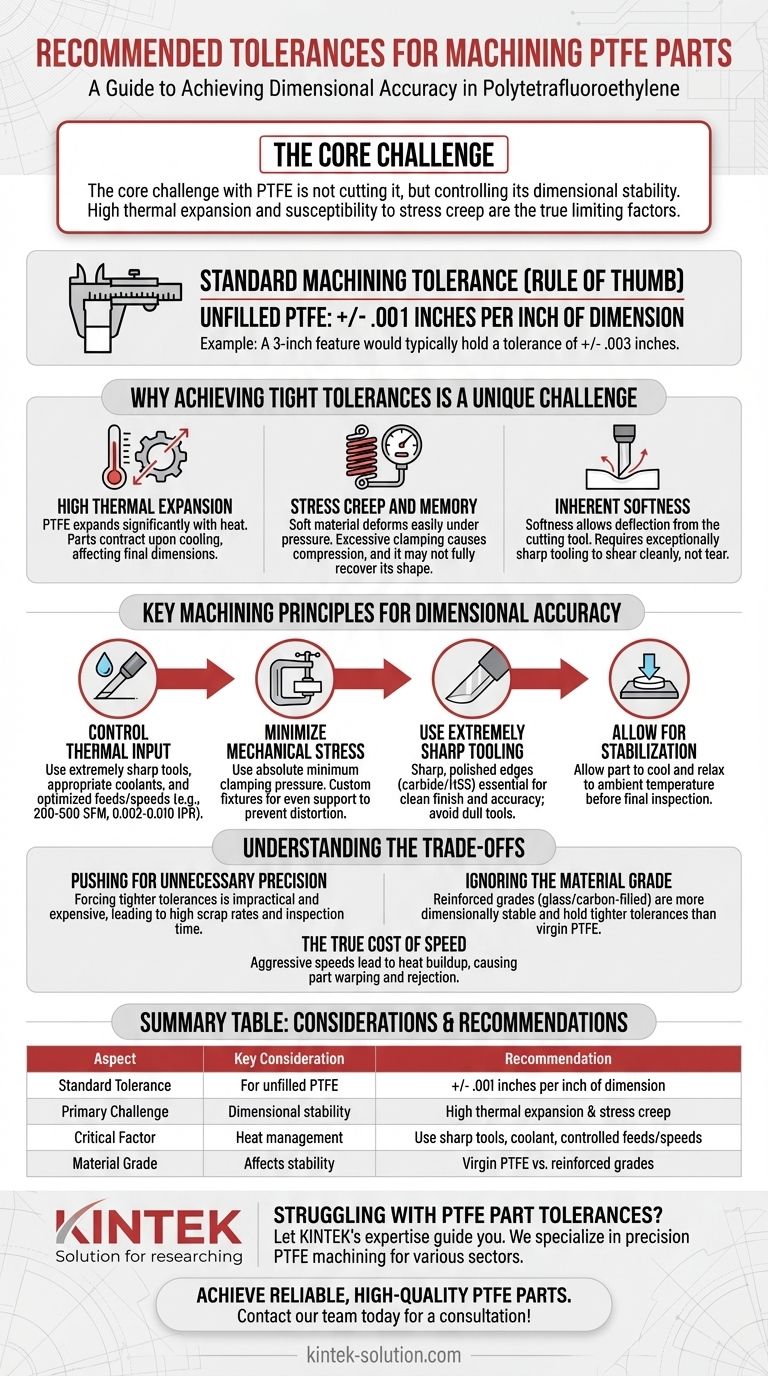
В качестве надежного эмпирического правила, стандартный допуск при механической обработке неармированного ПТФЭ (политетрафторэтилена) составляет +/- 0,001 дюйма на дюйм размера. Например, деталь размером 3 дюйма обычно выдерживает допуск +/- 0,003 дюйма. Хотя достижение более жестких допусков возможно, это требует глубокого понимания уникального поведения материала и специализированных методов обработки.
Основная проблема с ПТФЭ заключается не в его резке, а в контроле его размерной стабильности. В то время как его мягкость облегчает обработку, его высокое тепловое расширение и подверженность ползучести под напряжением являются истинными ограничивающими факторами при достижении жестких допусков.

Почему достижение жестких допусков в ПТФЭ является уникальной проблемой
Успешная обработка ПТФЭ требует работы с его свойствами, а не против них. Несколько присущих ему характеристик делают его принципиально отличным от металлов или более жестких пластиков.
Высокое тепловое расширение
ПТФЭ имеет очень высокий коэффициент теплового расширения. Тепло, выделяемое в процессе резки, даже незначительное, приведет к значительному расширению материала. Когда деталь остывает до температуры окружающей среды, она сжимается, а это означает, что окончательный размер может не соответствовать тому, который был измерен на станке.
Ползучесть под напряжением и память формы
Этот материал мягкий и легко деформируется под давлением. Чрезмерное усилие зажима во время обработки сожмет деталь. При снятии нагрузки она может не полностью вернуться к своей первоначальной форме, что является явлением, известным как ползучесть под напряжением. Это делает крепление заготовки критически важной переменной.
Внутренняя мягкость
Хотя мягкость облегчает резку ПТФЭ, она также означает, что материал может отклоняться от режущего инструмента, если он недостаточно надежно закреплен. Кроме того, требуются исключительно острые инструменты, чтобы чисто срезать материал, а не толкать или рвать его.
Ключевые принципы обработки для точности размеров
Контроль уникальных свойств ПТФЭ зависит от дисциплинированного подхода к процессу обработки. Успех заключается не столько в агрессивном удалении материала, сколько в точности и деликатности.
Контроль теплового воздействия
Управление теплом является самым важным фактором. Это достигается за счет использования чрезвычайно острых инструментов (предпочтительны с твердосплавными наконечниками), подходящих смазочно-охлаждающих жидкостей (СОЖ) и оптимизированных подач и скоростей. Рекомендуемые скорости резания часто находятся в диапазоне 200–500 футов в минуту по поверхности при подаче от 0,002" до 0,010" за оборот.
Минимизация механического напряжения
Используйте абсолютный минимальный зажимной натяг, необходимый для надежного удержания детали. Часто требуются специальные приспособления, равномерно поддерживающие заготовку, чтобы предотвратить деформацию. Избегайте чрезмерного затягивания тисков или патронов.
Используйте чрезвычайно острый инструмент
Тупые инструменты создают избыточное трение и тепло, и они склонны толкать материал, а не резать его чисто. Острые, полированные режущие кромки, предпочтительно на твердосплавных инструментах или инструментах из быстрорежущей стали (HSS), необходимы для чистой обработки поверхности и точности размеров.
Дайте время на стабилизацию
После обработки деталь должна остыть и стабилизироваться до комнатной температуры, прежде чем проводить окончательную проверку и измерение. Измерение детали, пока она еще теплая после резки, даст неточные результаты.
Понимание компромиссов
Проектирование изделий из ПТФЭ без учета его ограничений приводит к ненужным затратам и высокому проценту брака.
Стремление к ненужной точности
Установка допусков более жестких, чем стандартные +/- 0,001" на дюйм для чистого ПТФЭ, часто непрактична и дорога. Это резко увеличивает время контроля и вероятность отбраковки детали.
Игнорирование марки материала
Стандартное правило допусков применимо в первую очередь к неармированному, чистому ПТФЭ. Армированные марки, такие как ПТФЭ со стекловолокном или углеродным наполнителем, гораздо более стабильны по размерам и могут выдерживать значительно более жесткие допуски благодаря уменьшенному тепловому расширению и ползучести.
Истинная стоимость скорости
Попытка обрабатывать ПТФЭ с теми же агрессивными подачами и скоростями, что и другие материалы, является распространенной ошибкой. Время, сэкономленное на резке, быстро теряется из-за отбракованных деталей, которые деформировались или вышли за пределы допуска из-за накопления тепла.
Принятие правильного решения для вашего проекта
Конкретные требования вашего применения должны определять ваш подход к допускам ПТФЭ.
- Если ваш основной фокус — стандартные компоненты: С самого начала проектируйте деталь с учетом правила +/- 0,001" на дюйм, чтобы обеспечить экономически эффективное производство.
- Если ваше применение требует более жестких допусков: Укажите стабильную, армированную марку ПТФЭ и проконсультируйтесь с опытным специалистом по обработке по поводу осуществимости и финансовых последствий.
- Если вы обрабатываете деталь самостоятельно: Ставьте на первое место контроль тепла и давления, используя острые инструменты, СОЖ и минимальное, равномерно распределенное усилие зажима.
В конечном счете, успешная обработка ПТФЭ достигается за счет уважения присущих материалу свойств, а не борьбы с ними.
Сводная таблица:
| Аспект | Ключевое соображение | Рекомендация |
|---|---|---|
| Стандартный допуск | Для неармированного ПТФЭ | +/- 0,001 дюйма на дюйм размера |
| Основная проблема | Размерная стабильность | Высокое тепловое расширение и ползучесть под напряжением |
| Критический фактор | Управление теплом | Использовать острые инструменты, СОЖ и контролируемые подачи/скорости |
| Марка материала | Влияет на стабильность | Чистый ПТФЭ против армированных марок (со стекловолокном/углеродом) |
Испытываете трудности с допусками на детали из ПТФЭ? Позвольте опыту KINTEK направить вас.
Мы специализируемся на прецизионной механической обработке компонентов из ПТФЭ (уплотнения, футеровки, лабораторная посуда) для полупроводниковой, медицинской, лабораторной и промышленной отраслей. Наше глубокое понимание уникального поведения ПТФЭ позволяет нам обеспечивать размерную стабильность, необходимую вашему применению, от прототипов до крупносерийного производства.
Мы помогаем вам:
- Применять правильные допуски для экономически эффективного производства.
- Выбирать оптимальную марку ПТФЭ (чистый или армированный) для ваших нужд.
- Использовать специализированные методы для контроля теплового расширения и ползучести под напряжением.
Получите надежные, высококачественные детали из ПТФЭ. Свяжитесь с нашей командой сегодня для консультации!
Визуальное руководство
Связанные товары
- Пользовательские механически обработанные формованные PTFE тефлоновые части производителя для лабораторных ITO FTO проводящих стекол очищая корзину цветка
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
- Изготовление на заказ деталей из тефлона для тефлоновых контейнеров и компонентов
- Коррозионностойкая мешалка из ПТФЭ и настраиваемый диспергирующий диск из политетрафторэтилена
Люди также спрашивают
- В чем заключается принцип работы корзины из ПТФЭ (фторопласта)? Оптимизация потока жидкости и чистоты для химического погружения
- Каков диапазон рабочих температур для корзин из ПТФЭ? Температурные пределы и характеристики от -200°C до +260°C.
- Какие преимущества предоставляют корзины из ПТФЭ для фотоэлектрической и солнечной энергетики? Повышение эффективности элементов
- Каковы основная функция и применение корзины из ПТФЭ типа «цветок»? Экспертное руководство по высокочистой обработке
- Как корзина для подложек из ПТФЭ (фторопласта) способствует эффективной промывке и сушке подложек? Повышение эффективности лабораторных процессов



















