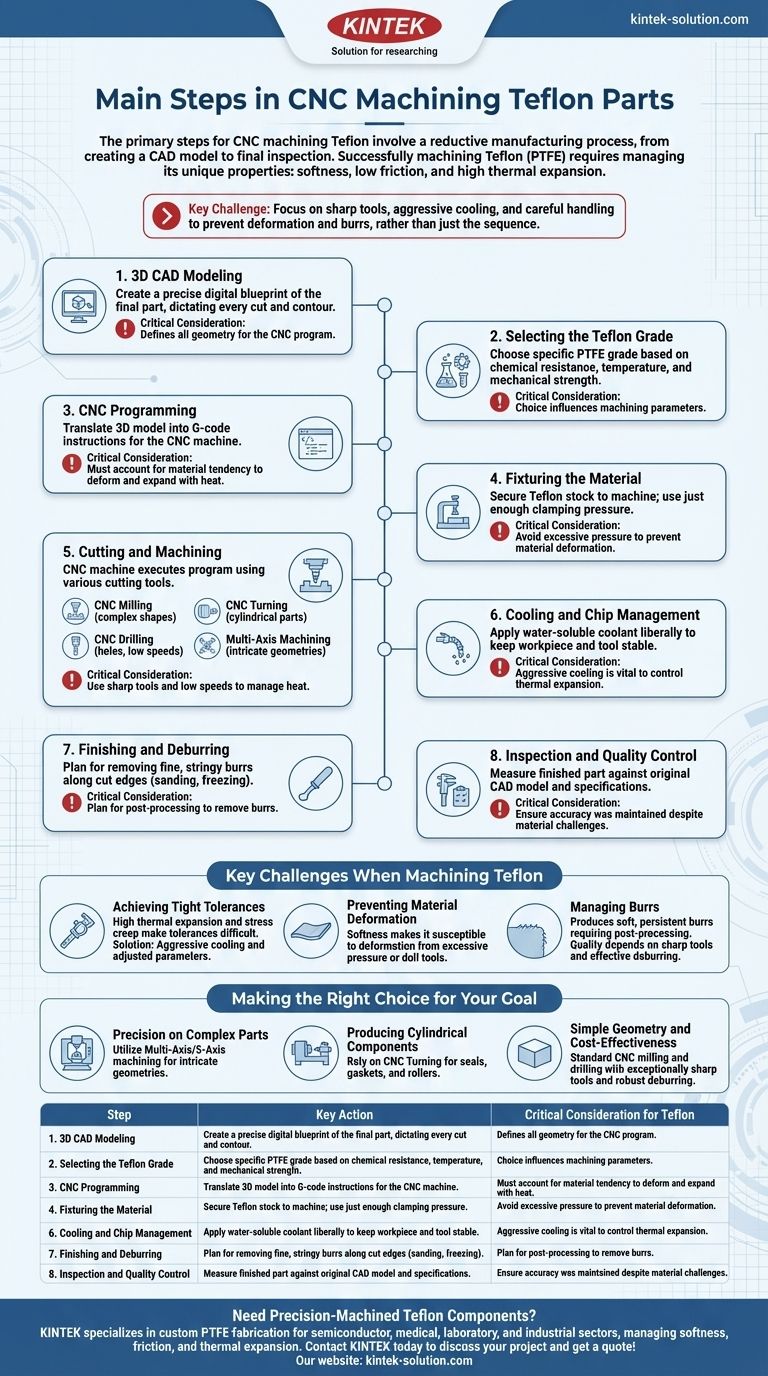
Основные этапы обработки тефлона на станках с ЧПУ включают создание модели САПР, выбор марки материала, программирование станка, закрепление заготовки, выполнение операций резания, управление охлаждением и удалением стружки, финишную обработку детали и проведение окончательной проверки качества. Этот процесс представляет собой метод субтрактивного производства, при котором компьютер управляет режущими инструментами для удаления материала и придания формы конечной детали.
Хотя этапы кажутся стандартными, успешная обработка тефлона (PTFE) зависит не столько от последовательности, сколько от управления уникальными свойствами материала. Его мягкость, низкое трение и высокое тепловое расширение требуют особого подхода, сосредоточенного на острых инструментах, интенсивном охлаждении и осторожном обращении для предотвращения деформации и образования заусенцев.

Процесс обработки: подробный разбор
Понимание каждого этапа процесса имеет решающее значение для избежания распространенных ошибок, связанных с этим универсальным, но сложным полимером.
Этап 1: 3D-моделирование в САПР
Прежде чем начнется какая-либо обработка, создается точная 3D-модель конечной детали в САПР (система автоматизированного проектирования). Этот цифровой чертеж определяет каждый рез, отверстие и контур, который будет выполнять станок с ЧПУ.
Этап 2: Выбор марки тефлона
Не весь тефлон одинаков. Конкретная марка PTFE выбирается в зависимости от требований применения к химической стойкости, термостойкости и механической прочности. Этот выбор может влиять на параметры обработки.
Этап 3: Программирование ЧПУ
3D-модель преобразуется в набор инструкций, называемый G-кодом, который может понимать станок с ЧПУ. Для тефлона программа должна учитывать склонность материала к деформации и расширению при нагревании.
Этап 4: Закрепление материала
Заготовка из тефлона закрепляется на рабочей поверхности станка с ЧПУ. Поскольку тефлон мягкий и легко сжимается, крайне важно приложить ровно такое усилие зажима, которое надежно удержит материал, не деформируя его.
Этап 5: Резание и обработка
Станок с ЧПУ выполняет программу, используя различные режущие инструменты для придания формы детали. Конкретный метод зависит от геометрии детали.
- Фрезерование на станках с ЧПУ: Используется для резки сложных форм, пазов и плоских поверхностей с высокой точностью.
- Токарная обработка на станках с ЧПУ: Идеально подходит для создания цилиндрических или полых компонентов, таких как уплотнения и втулки.
- Сверление на станках с ЧПУ: Используется для создания отверстий, но требует низких скоростей для предотвращения накопления тепла и плавления материала.
- Многоосевая обработка: Применяется для очень сложных геометрических форм, требующих подхода инструмента к детали с нескольких углов с чрезвычайной точностью.
Этап 6: Управление охлаждением и стружкой
Высокий коэффициент теплового расширения тефлона означает, что тепло от трения может ухудшить точность детали. Обильное применение водосмешиваемого СОЖ (смазочно-охлаждающей жидкости) имеет решающее значение для поддержания стабильной температуры заготовки и инструмента. Также полезны специальные инструменты с лучшим отводом стружки.
Этап 7: Финишная обработка и удаление заусенцев
Тефлон склонен образовывать тонкие, волокнистые заусенцы вдоль режущих кромок. Стратегия удаления заусенцев должна быть спланирована заранее. Общие методы финишной обработки включают осторожное шлифование или даже замораживание детали, чтобы сделать заусенцы хрупкими и облегчить их удаление.
Этап 8: Инспекция и контроль качества
Готовая деталь измеряется и проверяется на соответствие исходной модели САПР и спецификациям. Это гарантирует, что точность размеров была сохранена, несмотря на проблемы, связанные с материалом.
Ключевые проблемы при обработке тефлона
Игнорирование уникальных свойств тефлона является наиболее частой причиной неудач. Успех требует прогнозирования этих конкретных проблем и смягчения их последствий.
Достижение жестких допусков
Высокая скорость теплового расширения тефлона и его склонность к ползучести под напряжением затрудняют соблюдение жестких допусков. По мере нагревания материала во время резки он расширяется, а при охлаждении сжимается. Это необходимо контролировать с помощью интенсивного охлаждения и скорректированных параметров обработки.
Предотвращение деформации материала
Мягкость материала делает его очень восприимчивым к деформации. Это может произойти из-за чрезмерного усилия зажима при креплении или из-за силы тупого режущего инструмента, давящего на материал, а не чисто срезающего его.
Управление заусенцами
В отличие от жестких металлов, которые дают чистую стружку, тефлон производит мягкие, стойкие заусенцы. Это делает постобработку почти обязательной. Качество отделки напрямую связано с остротой режущих инструментов и эффективностью процесса удаления заусенцев.
Принятие правильного решения для вашей цели
Ваша стратегия обработки должна определяться конкретными требованиями конечного компонента.
- Если ваш основной акцент — точность сложных деталей: Используйте многоосевую/5-осевую обработку для достижения замысловатой геометрии с высочайшей точностью.
- Если ваш основной акцент — производство цилиндрических компонентов: Полагайтесь на токарную обработку с ЧПУ, поскольку это самый эффективный и прямой метод для таких деталей, как уплотнения, прокладки и ролики.
- Если ваш основной акцент — простая геометрия и экономическая эффективность: Подходит стандартное фрезерование и сверление на станках с ЧПУ, но вы должны уделять первоочередное внимание использованию исключительно острых инструментов и иметь надежный план удаления заусенцев.
В конечном счете, овладение обработкой тефлона заключается в уважении уникального поведения материала и соответствующей адаптации вашего процесса.
Сводная таблица:
| Этап | Ключевое действие | Критический аспект для тефлона |
|---|---|---|
| 1. Моделирование САПР | Создание 3D-цифрового чертежа | Определяет всю геометрию для программы ЧПУ |
| 2. Выбор материала | Выбор подходящей марки PTFE | На основе требований к химической стойкости, температуре и прочности |
| 3. Программирование ЧПУ | Генерация G-кода из модели САПР | Должно учитывать тепловое расширение и мягкость |
| 4. Закрепление | Закрепление заготовки на станке | Избегайте чрезмерного усилия зажима, чтобы предотвратить деформацию |
| 5. Операции резания | Фрезерование, точение или сверление детали | Используйте острые инструменты и низкие скорости для контроля тепла |
| 6. Охлаждение и удаление стружки | Подача СОЖ и удаление отходов | Интенсивное охлаждение жизненно важно для контроля теплового расширения |
| 7. Финишная обработка | Удаление заусенцев и шлифовка детали | Планируйте постобработку для удаления волокнистых заусенцев |
| 8. Контроль качества | Проверка размеров и спецификаций | Убедитесь, что точность сохранена, несмотря на проблемы с материалом |
Нужны ли вам прецизионно обработанные тефлоновые компоненты?
Успешная обработка PTFE требует специальных знаний для управления его мягкостью, низким трением и высоким тепловым расширением. KINTEK специализируется на изготовлении на заказ высококачественных компонентов из PTFE — включая уплотнения, футеровки и лабораторную посуду — для полупроводниковой, медицинской, лабораторной и промышленной отраслей.
Мы сочетаем точность производства с глубокими знаниями материалов, чтобы поставлять детали, соответствующие вашим точным спецификациям, от прототипов до крупносерийных заказов.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваш проект и получить расчет стоимости!
Визуальное руководство
Связанные товары
- Пользовательские механически обработанные формованные PTFE тефлоновые части производителя для лабораторных ITO FTO проводящих стекол очищая корзину цветка
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
- Изготовление на заказ деталей из тефлона для тефлоновых контейнеров и компонентов
- Система непрерывных реакций из тефлона для высоких температур и трехгорлая колба, устойчивая к HF, для нефтепереработки
- Коррозионностойкие реакционные лотки из ПТФЭ и кассеты из тефлона по индивидуальному заказу для полупроводникового производства и работы с химикатами высокой чистоты
Люди также спрашивают
- Как корзины из ПТФЭ (фторопласта) сравниваются с кварцевыми или нержавеющими носителями? Максимизируйте ROI с решениями с низкой совокупной стоимостью владения (TCO)
- Каков диапазон рабочих температур для корзин из ПТФЭ? Температурные пределы и характеристики от -200°C до +260°C.
- Каковы основная функция и применение корзины из ПТФЭ типа «цветок»? Экспертное руководство по высокочистой обработке
- Каковы основные функции и конструктивные особенности корзины для цветов из ПТФЭ? Оптимизация высокочистой химической обработки
- Как корзины-цветки из ПТФЭ используются в производстве плоских дисплеев? Обеспечение чистоты при влажной обработке FPD.



















