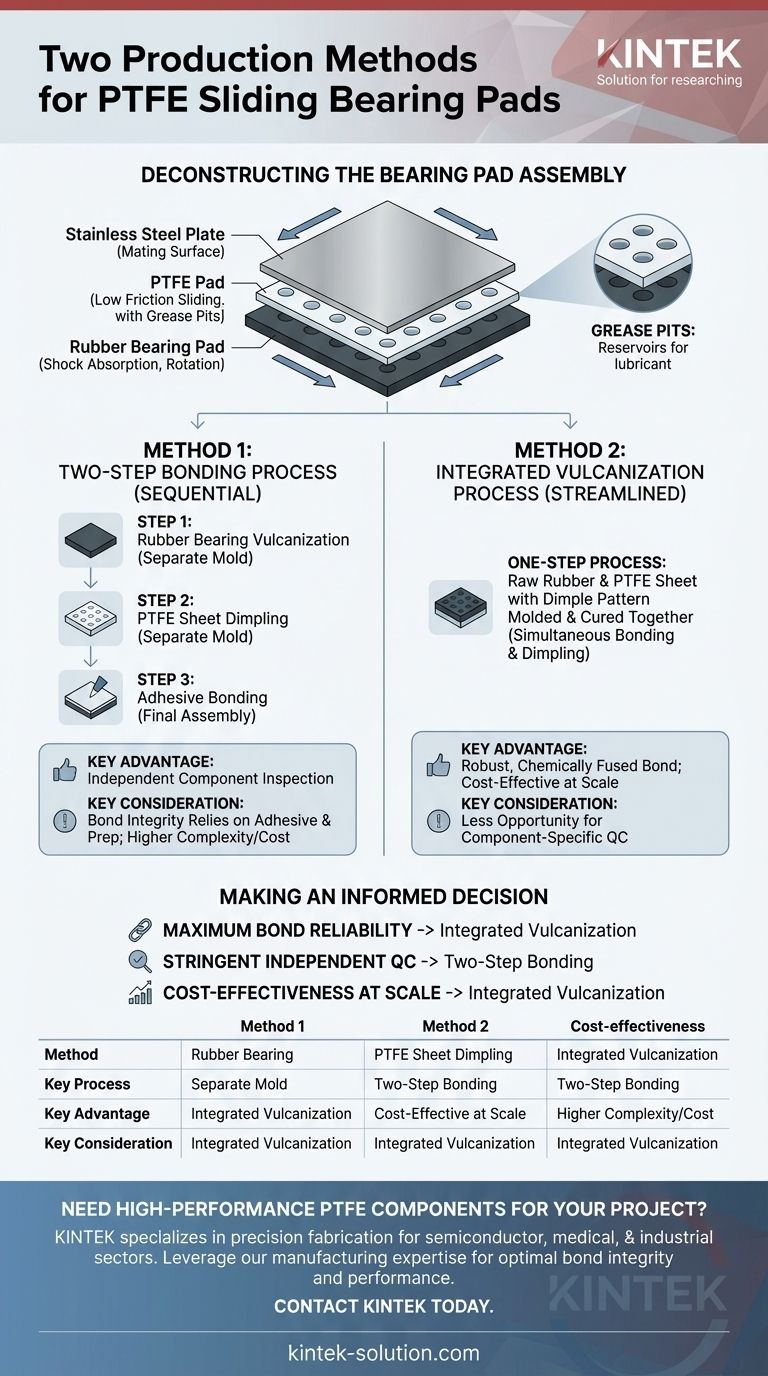
Два основных метода производства опорных скользящих подшипников из ПТФЭ связаны с тем, как пластина из ПТФЭ приклеивается к резиновому подшипнику. Первый метод включает изготовление резинового подшипника и рифленой пластины из ПТФЭ как отдельных компонентов, а затем их склеивание. Второй, более интегрированный метод, формирует углубления в пластине из ПТФЭ во время процесса вулканизации самого резинового подшипника.
Ключевое различие в производстве опорных подшипников заключается не в создании сырого материала ПТФЭ, а в конкретном процессе сборки, используемом для интеграции скользящей пластины из ПТФЭ с эластомерным подшипником. Этот выбор напрямую влияет на сложность производства, целостность клеевого соединения и общую стоимость.

Деконструкция сборки опорного подшипника
Чтобы понять методы производства, мы должны сначала понять компоненты и их функции. Типичный опорный скользящий подшипник из ПТФЭ представляет собой композитную структуру, а не единый материал.
Основные компоненты
Полная сборочная единица скользящего подшипника состоит из трех ключевых частей.
Резиновый подшипник обеспечивает амортизацию и демпфирование. Он компенсирует вращение и вертикальные нагрузки, одновременно снижая вибрацию и шум.
Пластина из ПТФЭ приклеивается к верхней части резиновой подушки. Ее чрезвычайно низкий коэффициент трения позволяет осуществлять скользящее движение, необходимое для компенсации теплового расширения и сжатия.
Пластина из нержавеющей стали — это сопрягаемая поверхность, которая скользит по ПТФЭ. Она крепится к противоположному конструктивному элементу и обеспечивает гладкую, долговечную и коррозионностойкую поверхность.
Роль смазочных ямок
Поверхность пластины из ПТФЭ не плоская; она намеренно имеет рельеф из мелких углублений или «смазочных ямок».
Эти ямки служат резервуарами для силиконовой смазки. Этот смазочный материал необходим для поддержания низкофрикционных свойств пластины на протяжении десятилетий срока службы конструкции.
Две основные производственные философии
Два метода производства различаются тем, как и когда формируются эти смазочные ямки и как ПТФЭ крепится к резине.
Метод 1: Двухстадийный процесс склеивания
Это последовательный метод сборки.
Сначала резиновый подшипник производится в процессе собственной вулканизации. Отдельно предварительно изготовленный лист ПТФЭ помещается в специальную форму и прессуется для формирования требуемого рисунка смазочных ямок.
Наконец, готовый резиновый подшипник и готовая (рифленая) пластина из ПТФЭ склеиваются вместе с использованием специального клея. Это отдельный, заключительный этап сборки.
Метод 2: Интегрированный процесс вулканизации
Этот метод оптимизирует производство путем объединения этапов.
В этом процессе плоский лист ПТФЭ помещается непосредственно в форму вместе с сырой резиной. Во время цикла вулканизации резины — процесса отверждения резины с помощью тепла и давления — рифленая пластина вдавливает смазочные ямки в ПТФЭ.
Одновременно тепло и давление вулканизации приклеивают лист ПТФЭ непосредственно к резиновому подшипнику, создавая единый интегрированный компонент за одну операцию.
Понимание компромиссов
Ни один метод не является по своей сути превосходным во всех ситуациях; они представляют собой разные подходы с различными преимуществами и недостатками.
Сложность и стоимость
Двухстадийный процесс требует дополнительной формы специально для прессования пластины из ПТФЭ и включает отдельный этап склеивания. Это может увеличить сложность и общую стоимость производства.
Интегрированный процесс более эффективен. Он устраняет необходимость в отдельной форме для ПТФЭ и последующей стадии склеивания, что может снизить производственные затраты, особенно при больших объемах.
Целостность клеевого соединения
Склеивание — критическая точка отказа. В интегрированном процессе вулканизация создает прочное химическое и механическое соединение между резиной и ПТФЭ. Это часто считается более надежным и долговечным соединением.
При двухстадийном процессе качество соединения полностью зависит от подготовки поверхности и используемого клея. Хотя это очень эффективно при правильном выполнении, это вводит еще одну переменную, которую необходимо строго контролировать.
Общее заблуждение: Сборка подшипника против сырья
Крайне важно различать сборку опорного подшипника и производство самого сырого материала ПТФЭ.
Производство сырого ПТФЭ
Упоминания о суспензионной полимеризации и дисперсионной полимеризации описывают, как полимер ПТФЭ химически создается из своего газообразного мономера.
Суспензионная полимеризация создает зерна ПТФЭ, которые перерабатываются в твердые гранулы, используемые затем для формования или экструзии листов, необходимых для опорных подшипников. Дисперсионная полимеризация создает более мелкий порошок, обычно используемый для покрытий.
Изготовление листа ПТФЭ
После создания сырого ПТФЭ из него формируются большие листы или блоки. Затем они разрезаются до требуемых размеров для опорного подшипника с использованием таких методов, как вырубка, гидроабразивная резка или штамповка, прежде чем использоваться в любом из двух процессов сборки.
Принятие обоснованного решения
Ваш выбор спецификации должен зависеть от приоритетов проекта.
- Если ваш основной акцент — максимальная надежность соединения: Интегрированный метод вулканизации часто предпочтителен, поскольку он, как правило, создает более прочное, химически сшитое соединение между слоями.
- Если ваш основной акцент — строгий, независимый контроль качества: Двухстадийный метод позволяет проверять и квалифицировать резиновый подшипник и пластину из ПТФЭ как отдельные компоненты перед окончательным склеиванием.
- Если ваш основной акцент — экономическая эффективность в больших масштабах: Интегрированный процесс вулканизации, как правило, более эффективен, поскольку он исключает этапы и потенциально снижает конечную стоимость единицы продукции.
Понимание этих производственных нюансов позволяет вам указать правильный опорный подшипник, соответствующий конкретным требованиям вашего проекта к производительности, качеству и бюджету.
Сводная таблица:
| Метод | Ключевой процесс | Ключевое преимущество | Ключевое соображение |
|---|---|---|---|
| Двухстадийное склеивание | Пластина из ПТФЭ рифлится и приклеивается к готовому резиновому подшипнику как отдельный этап. | Позволяет проводить независимую проверку компонентов перед окончательной сборкой. | Целостность соединения зависит от качества клея и подготовки поверхности. |
| Интегрированная вулканизация | ПТФЭ рифлится и приклеивается к резине во время процесса вулканизации резины. | Создает прочное, химически сшитое соединение; более выгоден в больших масштабах. | Одностадийный процесс с меньшими возможностями для контроля качества отдельных компонентов. |
Нужны высокопроизводительные компоненты из ПТФЭ для вашего проекта?
Выбранный вами метод производства напрямую влияет на производительность и долговечность ваших опорных скользящих подшипников из ПТФЭ. В KINTEK мы специализируемся на прецизионном изготовлении уплотнений, футеровок, лабораторной посуды и нестандартных компонентов из ПТФЭ для полупроводниковой, медицинской, лабораторной и промышленной отраслей.
Мы понимаем эти критические производственные нюансы и можем помочь вам выбрать правильный процесс для ваших конкретных требований, независимо от того, нужны ли вам прототипы или крупносерийные заказы. Наш опыт гарантирует оптимальную целостность соединения, точность размеров и производительность материала.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваши потребности в компонентах из ПТФЭ и использовать наш производственный опыт для вашего следующего проекта.
Визуальное руководство
Связанные товары
- Дисперсионный диск из высокочистой коррозионностойкой PTFE и инертная мешалка для смешивания в пищевой, фармацевтической и косметической промышленности
- Диспергаторный диск из ПТФЭ пищевой и косметической марки, с антипригарным покрытием, устойчивый к коррозии, большая мешалка, настраиваемая крыльчатка
- Настраиваемые стержни из ПТФЭ для передовых промышленных применений
- Специальные наполненные графитом стержни из ПТФЭ для передовых промышленных применений
- Настраиваемая теплоизоляционная пластина из ПТФЭ, устойчивая к высоким температурам и коррозии, лабораторная подставка, многоуровневая многоярусная стойка
Люди также спрашивают
- Каковы области применения дисперсии ПТФЭ? Руководство по антипригарным, химически стойким покрытиям и многому другому
- Какова химическая формула и материал диска из ПТФЭ? Раскройте силу полимера C₂F₄
- Какой метод производства ПТФЭ дисперсионным способом и каковы его продукты? Идеально подходит для тонких покрытий и пленок
- Сколько существует вариантов дисков из ПТФЭ и по каким параметрам они различаются? Выберите подходящий материал для вашего применения
- Каковы преимущества магнитных мешалок из ПТФЭ? Обеспечьте химическую чистоту и защитите свою лабораторную посуду