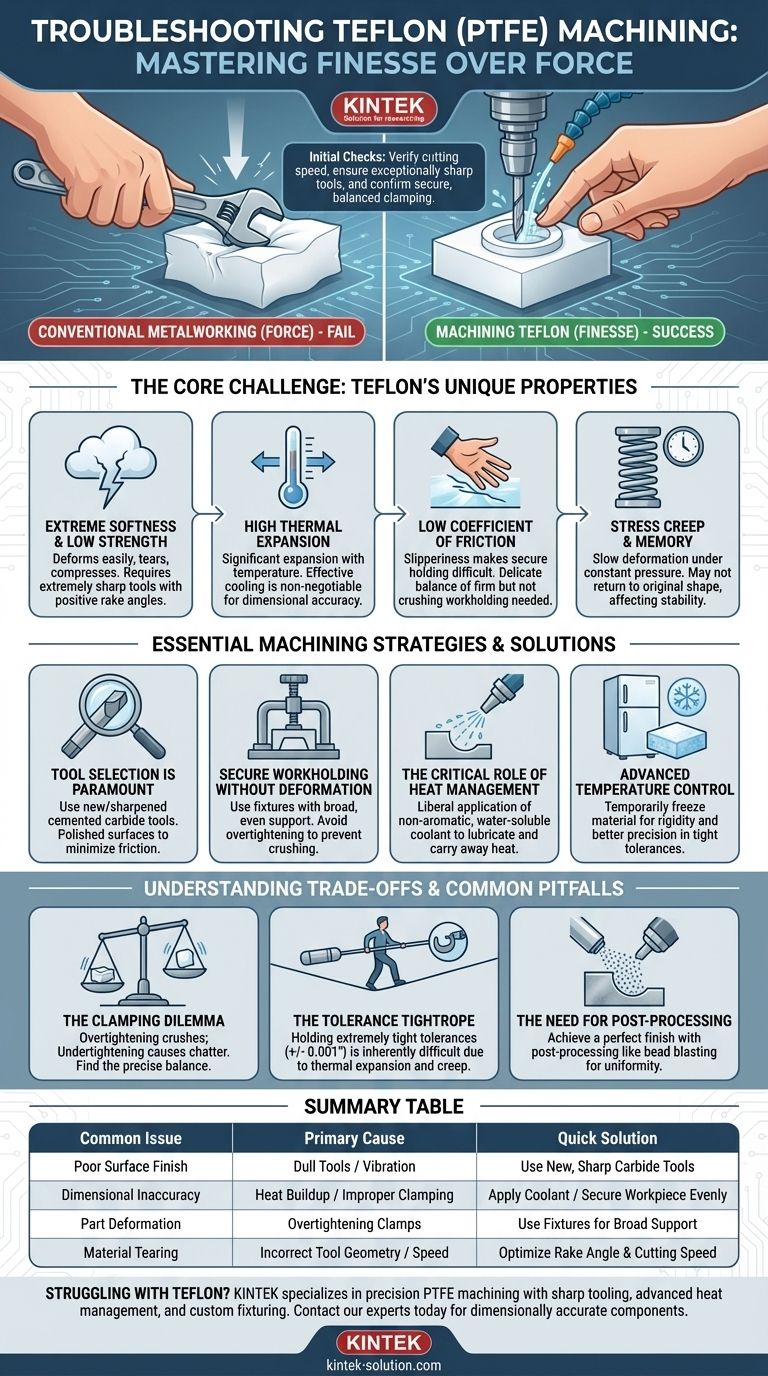
При устранении неполадок при обработке тефлона наиболее немедленными и эффективными шагами являются проверка соответствия скорости резания, обеспечение исключительной остроты ваших инструментов и подтверждение надежного зажима заготовки для предотвращения вибрации и смещения. Эти три фактора являются наиболее частыми виновниками плохого качества поверхности и неточности размеров.
Основная проблема механической обработки тефлона (ПТФЭ) заключается не в его твердости, а в уникальном сочетании мягкости, скользкости и высокого теплового расширения. Успех требует отказа от традиционных подходов к металлообработке и вместо этого сосредоточения на методах, которые управляют этими свойствами с изяществом, а не с силой.

Основная проблема: понимание уникальных свойств тефлона (ПТФЭ)
Чтобы перейти от устранения неполадок к истинному мастерству, вы должны понимать присущие материалу характеристики. Каждое свойство напрямую влияет на требуемую стратегию обработки.
Чрезвычайная мягкость и низкая прочность
Тефлон легко деформируется под давлением. В отличие от металлов, он сожмется или порвется, а не чисто срежется, если применить неправильные инструменты или силы.
Это требует использования чрезвычайно острых инструментов с положительным углом наклона и значительным задним углом, чтобы чисто прорезать материал, не сжимая его.
Высокое тепловое расширение
Материал имеет очень высокий коэффициент теплового расширения, что означает, что он значительно расширяется и сжимается при изменении температуры. Даже небольшое тепло, выделяемое трением при резке, может испортить точность размеров.
Это делает эффективное охлаждение и управление теплом обязательной частью процесса.
Низкий коэффициент трения
Хотя это полезно в конечном применении, скользкость тефлона делает его, как известно, трудным для надежного удержания. Он может легко проскользнуть в патроне или тисках во время обработки.
Зажим должен быть достаточно прочным, чтобы предотвратить любое движение или вибрацию, но не настолько тугим, чтобы деформировать мягкий материал. Это тонкий баланс.
Ползучесть под нагрузкой и память формы
Тефлон подвержен «ползучести под нагрузкой», что означает, что он медленно деформируется с течением времени при постоянном давлении. Когда давление зажима снимается, он может не вернуться к своей первоначальной форме, что влияет на стабильность конечной детали.
Основные стратегии и решения для обработки
Основываясь на этих свойствах, определенный набор стратегий доказал свою эффективность для достижения высококачественных результатов.
Выбор инструмента имеет первостепенное значение
Ваши режущие инструменты — самый важный фактор. Всегда используйте новые или недавно заточенные инструменты.
Выбирайте твердосплавные инструменты с высокополированными поверхностями, чтобы минимизировать трение и предотвратить прилипание материала к режущей кромке. Геометрия инструмента должна быть разработана для улучшения отвода стружки и предотвращения засорения.
Надежный зажим без деформации
Правильная поддержка материала имеет решающее значение. Используйте приспособления, которые обеспечивают широкую и равномерную поддержку заготовки.
Избегайте чрезмерного затягивания зажимов. Цель состоит в том, чтобы обездвижить деталь для предотвращения вибрации и плохой чистоты поверхности и неточных резов, но не раздавить или исказить ее форму.
Критическая роль управления теплом
Тепло — враг точности при обработке тефлона. Постоянное и обильное применение охлаждающей жидкости имеет важное значение.
Используйте неароматическую, водорастворимую охлаждающую жидкость для смазки реза, уменьшения трения и отвода тепла, обеспечивая стабильность размеров.
Усовершенствованный контроль температуры
Для деталей, требующих самых жестких допусков, более продвинутой техникой является временное замораживание материала до и во время обработки.
Замораживание делает тефлон более жестким и менее подверженным деформации, что позволяет выполнять более точные резы. Это также помогает контролировать влияние теплового расширения.
Понимание компромиссов и распространенных ловушек
Обработка тефлона включает в себя балансирование конкурирующих требований, и осведомленность об этих компромиссах является ключом к избежанию распространенных неудач.
Дилемма зажима
Самая распространенная ловушка — неправильный зажим заготовки. Чрезмерное затягивание сожмет деталь и вызовет напряжение, в то время как недостаточное затягивание вызовет вибрацию, плохую чистоту поверхности и неточные резы. Нахождение точного баланса — это вопрос опыта.
Тонкая грань допусков
Из-за теплового расширения и склонности к ползучести достижение чрезвычайно жестких допусков (+/- 0.001") по своей сути затруднено. Это требует безупречного контроля процесса, включая стабильные температуры окружающей среды и постоянное охлаждение.
Необходимость постобработки
Достижение идеальной чистоты поверхности непосредственно после обработки может быть сложной задачей. Часто включают этап постобработки, такой как пескоструйная обработка, для достижения окончательной однородной и гладкой поверхности.
Сделайте правильный выбор для вашей цели
Выберите свой основной фокус, чтобы определить наиболее важные корректировки.
- Если ваш основной фокус — высокая точность и жесткие допуски: Уделите первоочередное внимание агрессивному управлению теплом с помощью охлаждающих жидкостей и рассмотрите возможность замораживания заготовки.
- Если ваш основной фокус — превосходная чистота поверхности: Сосредоточьтесь на использовании исключительно острых, полированных твердосплавных инструментов и обеспечении полного отсутствия вибрации заготовки.
- Если ваш основной фокус — просто избежание распространенных сбоев: Освойте основы надежного (но не раздавливающего) зажима и использования правильных скоростей резания.
В конечном счете, освоение обработки тефлона заключается в уважении уникальных свойств материала, а не в борьбе с ними.
Сводная таблица:
| Распространенная проблема | Основная причина | Быстрое решение |
|---|---|---|
| Плохая чистота поверхности | Тупые инструменты / Вибрация | Используйте новые, острые твердосплавные инструменты |
| Неточность размеров | Накопление тепла / Неправильный зажим | Применяйте охлаждающую жидкость / Равномерно закрепляйте заготовку |
| Деформация детали | Чрезмерное затягивание зажимов | Используйте приспособления для широкой поддержки |
| Разрыв материала | Неправильная геометрия инструмента / Скорость | Оптимизируйте угол наклона и скорость резания |
Сталкиваетесь с трудностями из-за уникальных свойств тефлона? KINTEK специализируется на прецизионной обработке ПТФЭ для полупроводниковой, медицинской и лабораторной промышленности. Мы используем острое инструментальное оснащение, передовое управление теплом и специальные приспособления для преодоления мягкости, теплового расширения и ползучести под нагрузкой — поставляя детали с точными размерами, такие как уплотнения, вкладыши и лабораторная посуда, от прототипов до крупносерийных заказов.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши потребности в индивидуальных компонентах из ПТФЭ.
Визуальное руководство
Связанные товары
- Высокотемпературный твердотельный пробоотборник из ПТФЭ, устойчивый к коррозии, белый, многоразовый, для биофармацевтического отбора проб
- Пробоотборная чашка из PTFE с коррозионной стойкостью, пробоотборная ложка из фторопласта изготовленная на заказ, лабораторные инструменты для отбора проб
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
- Термостойкая прорезная ложка из ПТФЭ с настраиваемым размером и количеством отверстий для использования в биохимической лаборатории. Скиммер из тефлона высокой чистоты с нулевым выщелачиванием.
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
Люди также спрашивают
- Каковы ключевые свойства ПТФЭ, которые делают его ценным? Раскройте экстремальную производительность для суровых условий эксплуатации
- Каковы недостатки ПТФЭ/Тефлона? Понимание его механических пределов и пределов обработки
- Как широко известно ПТФЭ и каковы его основные области применения? Руководство по промышленному использованию Тефлона
- Каковы ключевые свойства тефлона (ПТФЭ)? Раскрывая экстремальную производительность для сложных применений
- Каковы лучшие практики выбора инструмента при механической обработке тефлона? Достигайте точности с помощью правильных инструментов



















