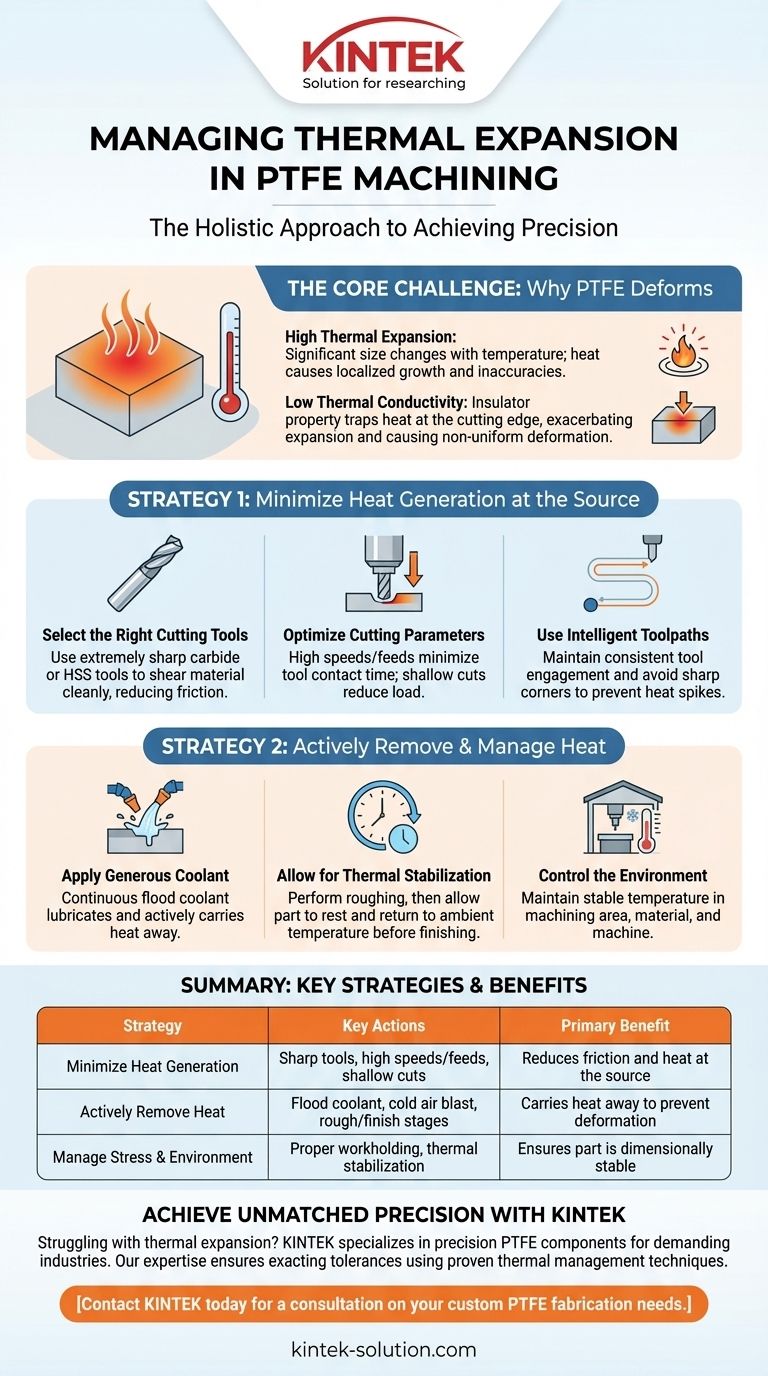
Самый эффективный способ управления термическим расширением при механической обработке ПТФЭ — это реализация многогранной стратегии, которая минимизирует тепловыделение, активно отводит любое возникающее тепло и снижает механическое напряжение на обрабатываемой детали. Это включает в себя тщательное сочетание острого инструмента, оптимизированных параметров резания, обильного использования охлаждающей жидкости и правильных методов крепления заготовки. Успех зависит не от одного трюка, а от целостного подхода, учитывающего уникальные свойства материала.
Основная проблема при обработке ПТФЭ заключается в его высоком коэффициенте термического расширения в сочетании с низкой теплопроводностью. Это означает, что он значительно расширяется при нагревании, а тепло остается локализованным, вызывая непредсказуемую деформацию и затрудняя соблюдение жестких допусков.

Основная проблема: почему ПТФЭ деформируется
Свойства ПТФЭ создают уникальный набор проблем при обработке. Понимание «почему» его поведения — это первый шаг к его контролю.
Высокое термическое расширение
ПТФЭ расширяется и сжимается при изменении температуры гораздо сильнее, чем металлы или другие пластмассы. Тепло, выделяемое режущим инструментом, заставляет материал в непосредственной близости расширяться, что приводит к неточному резу. Когда деталь остывает, она сжимается до размера, отличного от первоначально задуманного.
Низкая теплопроводность
В отличие от металлов, которые быстро рассеивают тепло по всему материалу, ПТФЭ действует как изолятор. Тепло, возникающее на режущей кромке, не распространяется; оно концентрируется в небольшой области. Это локальное накопление тепла усугубляет проблему термического расширения, вызывая сфокусированную, неравномерную деформацию.
Стратегия 1: Минимизация тепловыделения у источника
Наиболее эффективный подход — предотвратить накопление тепла в первую очередь. Это достигается за счет уменьшения трения и напряжения в точке резания.
Выбор правильного режущего инструмента
Инструмент — ваша первая линия защиты. Неправильный выбор инструмента вызовет чрезмерное трение и тепло, независимо от настроек станка.
Используйте чрезвычайно острые режущие инструменты, предпочтительно из твердого сплава или быстрорежущей стали (HSS). Острая кромка чисто срезает материал, а не проталкивается сквозь него, что значительно снижает трение. Полированные канавки дополнительно способствуют плавному отводу стружки.
Оптимизация параметров резания
Ваши скорости и подачи напрямую контролируют энергию — а следовательно, и тепло, — передаваемую детали.
Стремитесь к высоким скоростям резания (200–1000 м/мин) в сочетании с высокими подачами. Эта комбинация позволяет инструменту быстро проходить через материал, минимизируя время, в течение которого какая-либо точка подвергается трению. И наоборот, инструмент, который быстро вращается, но медленно движется вперед (низкая подача), будет тереться и выделять значительное количество тепла.
Используйте небольшую глубину резания. Это уменьшает количество материала, удаляемого за один раз, снижая нагрузку на инструмент и минимизируя тепловыделение.
Использование интеллектуальных траекторий инструмента
То, как движется инструмент, так же важно, как и то, как быстро он движется. Современное CAM-программное обеспечение позволяет использовать траектории инструмента, которые предотвращают скачки температуры.
Используйте стратегии, которые поддерживают постоянное вовлечение инструмента, такие как трохоидальное фрезерование. Избегайте острых углов, где инструмент может задерживаться и накапливать тепло.
Стратегия 2: Активное отведение и управление теплом
Поскольку некоторое тепловыделение неизбежно, вторая часть стратегии заключается в том, чтобы отводить его от заготовки и инструмента как можно более эффективно.
Обильное использование охлаждающей жидкости
Подача охлаждающей жидкости под напором очень эффективна для ПТФЭ. Непрерывный поток охлаждающей жидкости выполняет две критические функции: он смазывает режущую поверхность для уменьшения трения и, что более важно, активно отводит тепло как от инструмента, так и от заготовки до того, как оно сможет вызвать расширение.
Обеспечение термической стабилизации
Для деталей, требующих высочайшей точности, обработка в несколько этапов является проверенной техникой.
Выполните черновой проход для удаления основной массы материала. Затем дайте детали отдохнуть и вернуться к температуре окружающей среды, прежде чем выполнять легкий, окончательный чистовой проход. Это гарантирует, что окончательный рез будет сделан на размерно стабильной детали.
Контроль окружающей среды
В приложениях с экстремальными требованиями к допускам температура всей обрабатывающей среды должна быть стабильной. Мастерская с контролем температуры гарантирует, что сырье, станок и готовая деталь измеряются и обрабатываются в одинаковом термическом состоянии.
Понимание компромиссов
Освоение ПТФЭ требует признания его присущих ограничений и компромиссов, связанных с его обработкой.
Скорость против точности
Хотя высокие скорости могут быть эффективными, стремление к максимальной скорости съема материала всегда увеличивает риск термической деформации. Для критически важных элементов замедление и использование более легких проходов почти всегда даст более точный результат.
Крепление детали против целостности детали
ПТФЭ мягкий и легко сжимается. Чрезмерное затягивание тисков или зажимов приведет к деформации материала еще до начала резания. Это предварительное напряжение в сочетании с термическим расширением может привести к серьезным неточностям. Используйте низкое, равномерно распределенное давление зажима.
Охлаждающая жидкость против загрязнения
Для медицинских или пищевых применений жидкие охлаждающие жидкости могут быть недопустимы. В этих случаях подача холодного воздуха является отличной альтернативой. Она обеспечивает эффективное охлаждение без внесения загрязняющих веществ. Однако она обеспечивает меньшее смазывание, поэтому острые инструменты и оптимизированные параметры становятся еще более критичными.
Выбор правильного решения для вашей цели
Идеальная стратегия полностью зависит от требований конечной детали. Используйте эти принципы для направления вашего подхода.
- Если ваш главный приоритет — достижение максимально жестких допусков: Отдавайте предпочтение двухэтапному процессу обработки (черновая, охлаждение, чистовая) и используйте обильную охлаждающую жидкость в помещении с контролем температуры.
- Если ваш главный приоритет — эффективность производства: Используйте чрезвычайно острые, с покрытием твердосплавные инструменты с подачей охлаждающей жидкости под высоким давлением для максимизации скорости резания и отвода стружки.
- Если ваш главный приоритет — обработка для чувствительного (например, медицинского) применения: Выбирайте сухую обработку с использованием подачи холодного воздуха для охлаждения и смиритесь с тем, что время цикла будет дольше для обеспечения целостности детали.
Успех с ПТФЭ приходит от отношения к нему не как к трудному материалу, а как к уникальному, требующему продуманной и целенаправленной стратегии обработки.
Сводная таблица:
| Стратегия | Ключевые действия | Основное преимущество |
|---|---|---|
| Минимизация тепловыделения | Острые твердосплавные инструменты, высокие скорости/подачи, малые проходы | Снижает трение и тепло у источника |
| Активное отведение тепла | Подача охлаждающей жидкости под напором, подача холодного воздуха, черновые/чистовые этапы | Отводит тепло, предотвращая деформацию |
| Управление напряжением и средой | Правильное крепление заготовки, термическая стабилизация | Обеспечивает размерную стабильность детали во время и после обработки |
Достигните непревзойденной точности в ваших компонентах из ПТФЭ
Сталкиваетесь с проблемами термического расширения и размерной нестабильности в ваших обработанных деталях из ПТФЭ? Описанные выше стратегии являются основой нашего производственного процесса в KINTEK. Мы специализируемся на прецизионной обработке компонентов из ПТФЭ — от заказных уплотнений и футеровок до сложной лабораторной посуды — для самых требовательных отраслей, включая полупроводниковую, медицинскую и лабораторную.
Наш опыт гарантирует, что ваши прототипы и заказы большого объема будут изготовлены с требуемой вами точностью. Позвольте нам применить наши проверенные методы управления тепловыми режимами к вашему проекту.
Свяжитесь с KINTEK сегодня для консультации по вашим потребностям в изготовлении изделий из ПТФЭ на заказ.
Визуальное руководство
Связанные товары
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Пользовательские механически обработанные формованные PTFE тефлоновые части производителя для лабораторных ITO FTO проводящих стекол очищая корзину цветка
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
- Настраиваемые стержни из ПТФЭ для передовых промышленных применений
Люди также спрашивают
- Каковы основные преимущества использования ПТФЭ для изготовления деталей по индивидуальному заказу? Решение сложных инженерных задач
- Можно ли изготавливать детали из фторопласта (PTFE) на заказ? Достигайте точных решений для требовательных применений
- Какие варианты кастомизации доступны для материалов из ПТФЭ? Настройте производительность под ваше применение
- Можно ли изготавливать детали из ПТФЭ по индивидуальному заказу в соответствии с конкретными требованиями? Создание прецизионных индивидуальных компонентов из ПТФЭ
- Почему обработанный ПТФЭ популярен в медицине? Непревзойденная биосовместимость и точность



















